






![]()
Automation und Zerspanungstechnik
TECHTORY Automation GmbH
Ludwig-Winter-Straße 5
77767 Appenweier
| Telefon | +49 7805 9589-0 |
| Fax | +49 7805 9589-50 |
| E-Mail: | info@techtory.de |
Steigern Sie Prozesssicherheit und Produktivität bei der Montage Ihrer Produkte. Durch Automatisierung Ihrer Montageprozesse verkürzen Sie wesentlich die Taktzeiten und erhöhen die Produktqualität durch eingebundene Prüfprozesse. Eine lückenlose Prozess- und Qualitätsüberwachung mit entsprechender Dokumentation sorgt für Sicherheit und Nachverfolgbarkeit.
Individuell auf Ihre Bedürfnisse abgestimmte Lösungen – mit teil- oder vollautomatisierten Konzepten – sorgen für eine hohe Wirtschaftlichkeit und kurze Amortisationszeiten.
Wo immer möglich, setzen wir Komponenten aus unserem modularen Automatisierungsbaukasten ein. Für die Realisierung kurzer Inbetriebnahmezeiten programmieren wir offline mittels moderner Robotersimulationstechnik.
Durch eine modulare Anlagenstruktur ist die Integration weiterer Bauteilvarianten auf einer Montagelinie jederzeit möglich. So können Sie kurzfristig und flexibel auf anfallende Produktänderungen reagieren.
Mit dem Einsatz modernster Automatisierungstechnik und innovativen Lösungen verschaffen Sie sich nachhaltige Wettbewerbsvorteile im Markt:

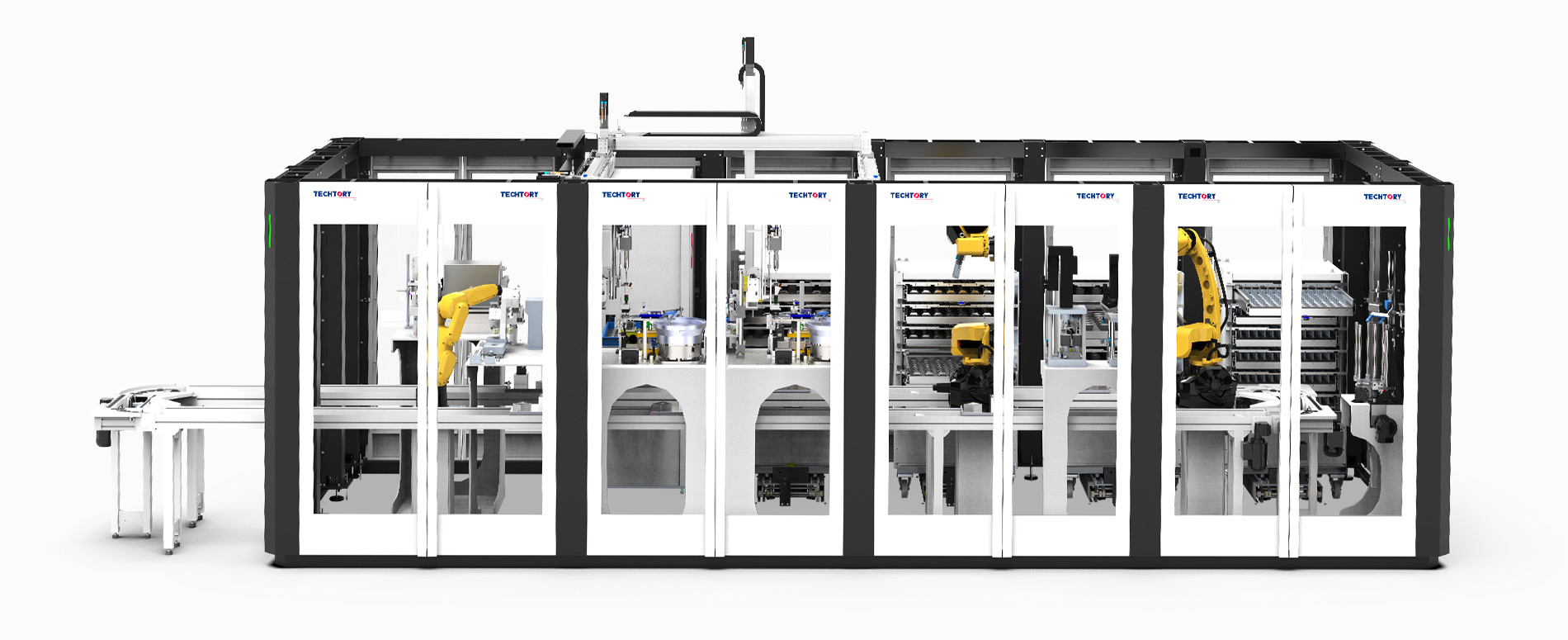
Werkstücktransport durch integriertes Transfersystem

Vollautomatische Schleifstation mit rotary-storage

Fügen von Einzelteilen zu einer Baugruppe mit anschließender Vermessung
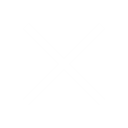
Werkstücktransport durch integriertes Transfersystem
Vollautomatische Schleifstation mit rotary-storage
Fügen von Einzelteilen zu einer Baugruppe mit anschließender Vermessung

Die Anlage ist für den parallelen Ablauf mehrerer Teilprozesse konzipiert. Die Einzelteile, Rohre und Filterstücke werden manuell in Magazine eingelegt. Die Vereinzelung sowie die exakte Ausrichtung der Teile erfolgt automatisch. Im ersten Arbeitsgang werden die Rohrenden einseitig durch hydraulisches einpressen geölter Dorne in zwei Schritten aufgeweitet. Anschließend werden die Filterstücke pneumatisch eingeschoben und verpresst. Das gegenüberliegende Rohrende wird anschließend in einer Biegestation um 90° gebogen. Die Fertigteile werden in einer Box abgelegt.
Die Anlage ist für den parallelen Ablauf mehrerer Teilprozesse konzipiert. Die Einzelteile, Rohre und Filterstücke werden manuell in Magazine eingelegt. Die Vereinzelung sowie die exakte Ausrichtung der Teile erfolgt automatisch. Im ersten Arbeitsgang werden die Rohrenden einseitig durch hydraulisches einpressen geölter Dorne in zwei Schritten aufgeweitet. Anschließend werden die Filterstücke pneumatisch eingeschoben und verpresst. Das gegenüberliegende Rohrende wird anschließend in einer Biegestation um 90° gebogen. Die Fertigteile werden in einer Box abgelegt.
Die Leitbleche werden in Aufnahme-Trays sortenrein bereitgestellt, vollautomatisch entnommen und auf einem Rundtaktspeicher abgelegt. Nach Weitertakten werden die Bleche auf der Unterseite vor- und finish geschliffen (satiniert). Eine im nachfolgenden Arbeitsgang aus einem Magazin eingeführte Haltefeder wird durch Prägung in ihrer Position gesichert.
Nach erfolgter Prüfung auf Vorhandensein und Funktionskraft der Haltefeder wird die fertig bearbeitete und montierte Baugruppe automatisch lagerichtig für den Folgeprozess im Tray abgelegt.
Die Leitbleche werden in Aufnahme-Trays sortenrein bereitgestellt, vollautomatisch entnommen und auf einem Rundtaktspeicher abgelegt. Nach Weitertakten werden die Bleche auf der Unterseite vor- und finish geschliffen (satiniert). Eine im nachfolgenden Arbeitsgang aus einem Magazin eingeführte Haltefeder wird durch Prägung in ihrer Position gesichert.
Nach erfolgter Prüfung auf Vorhandensein und Funktionskraft der Haltefeder wird die fertig bearbeitete und montierte Baugruppe automatisch lagerichtig für den Folgeprozess im Tray abgelegt.
Die Bestückung erfolgt manuell über ausziehbare Schubladen mit fertig bestückten Trays sowie durch einen Rütteltopf.
Zwei Flächenportale mit Hubeinheiten und Mehrfachgreifer entnehmen die Gehäuse und Einzelteile und legen diese in die Klebestationen. Der Kleberauftrag ist visuell überwacht.
Ein weiteres Linienportal übergibt die Teile an die Füge- und anschließend an die Messstation.
Nach einer Verweildauer im Aushärteofen werden die fertig verklebten Baugruppen zur Entnahme in die entsprechenden Schubladen für i.O.- bzw. n.i.O-Teile gelegt.
Die Bestückung erfolgt manuell über ausziehbare Schubladen mit fertig bestückten Trays sowie durch einen Rütteltopf.
Zwei Flächenportale mit Hubeinheiten und Mehrfachgreifer entnehmen die Gehäuse und Einzelteile und legen diese in die Klebestationen. Der Kleberauftrag ist visuell überwacht.
Ein weiteres Linienportal übergibt die Teile an die Füge- und anschließend an die Messstation.
Nach einer Verweildauer im Aushärteofen werden die fertig verklebten Baugruppen zur Entnahme in die entsprechenden Schubladen für i.O.- bzw. n.i.O-Teile gelegt.

Für die Montage von Baugruppen aus diffizilen Blech- und Federdrahtteilen wurde diese automatisierte Montageanlage Entwicklung.
Die Einzelteile werden vom Werker als Schüttgut in zwei Rütteltöpfe eingefüllt, vereinzelt und automatisch der Anlage zugeführt. Nach dem Aufstecken der Federbleche werden diese mittels pneumatisch zufahrenden Andruckrollen in Form gebogen. Eine Kraftmessdose misst anschließend die Federkraft, n.i.O.-Teile werden ausgeschleust.
Für die Montage von Baugruppen aus diffizilen Blech- und Federdrahtteilen wurde diese automatisierte Montageanlage Entwicklung.
Die Einzelteile werden vom Werker als Schüttgut in zwei Rütteltöpfe eingefüllt, vereinzelt und automatisch der Anlage zugeführt. Nach dem Aufstecken der Federbleche werden diese mittels pneumatisch zufahrenden Andruckrollen in Form gebogen. Eine Kraftmessdose misst anschließend die Federkraft, n.i.O.-Teile werden ausgeschleust.

In dieser autark arbeitenden Anlage werden Widerstandsrohrleitungen automatisch bearbeitet und geprüft. Nach dem manuellen Einlegen der Rohrleitungen in das Belademagazin werden diese im Automatikbetrieb vereinzelt und zu den nachfolgenden Bearbeitungsschritten weiter getaktet. Nach entfernen der Abdeckkappen und abtrennen der Steckbolzenenden auf Maß, werden die Rohrleitungen vermessen. N.i.O.-Teile werden ausgeschleust, i.O.-Teile werden im Entnahmemagazin gesammelt und von dort manuell entnommen.
In dieser autark arbeitenden Anlage werden Widerstandsrohrleitungen automatisch bearbeitet und geprüft. Nach dem manuellen Einlegen der Rohrleitungen in das Belademagazin werden diese im Automatikbetrieb vereinzelt und zu den nachfolgenden Bearbeitungsschritten weiter getaktet. Nach entfernen der Abdeckkappen und abtrennen der Steckbolzenenden auf Maß, werden die Rohrleitungen vermessen. N.i.O.-Teile werden ausgeschleust, i.O.-Teile werden im Entnahmemagazin gesammelt und von dort manuell entnommen.

In dieser teilautomatisierten Montagevorrichtung werden die zuvor manuell bestückten Spritzgussteile von Hand in Formaufnahmen mit automatischer Bauteilabfrage eingelegt. Die Weitertaktung zur pneumatischen Presse, dem eigentlichen Montagevorgang, erfolgt über einen präzisen Rundschalttisch.
Der Einpressvorgang ist weg- und drucküberwacht. Eine Kamerastation prüft anschließend die Lichtleiter auf Vorhandensein sowie das gesamte Bauteil auf Fehler. Die Entnahme der Bauteile wird durch eine Lichtschranke erfasst. Vor der manuellen Entnahme wird ein Label ausgegeben.
In dieser teilautomatisierten Montagevorrichtung werden die zuvor manuell bestückten Spritzgussteile von Hand in Formaufnahmen mit automatischer Bauteilabfrage eingelegt. Die Weitertaktung zur pneumatischen Presse, dem eigentlichen Montagevorgang, erfolgt über einen präzisen Rundschalttisch.
Der Einpressvorgang ist weg- und drucküberwacht. Eine Kamerastation prüft anschließend die Lichtleiter auf Vorhandensein sowie das gesamte Bauteil auf Fehler. Die Entnahme der Bauteile wird durch eine Lichtschranke erfasst. Vor der manuellen Entnahme wird ein Label ausgegeben.



![]()
Automation und Zerspanungstechnik
TECHTORY Automation GmbH
Ludwig-Winter-Straße 5
77767 Appenweier
| Telefon | +49 7805 9589-0 |
| Fax | +49 7805 9589-50 |
| E-Mail: | info@techtory.de |