






![]()
Automation and cutting technology
TECHTORY Automation GmbH
Ludwig-Winter-Straße 5
77767 Appenweier
| Phone | +49 7805 9589-0 |
| Fax: | +49 7805 9589-50 |
| Email: | info@techtory.de |
Increase process reliability and productivity in the assembly of your products. By automating your assembly processes, you significantly reduce cycle times and increase product quality through integrated testing processes. Seamless process and quality monitoring with corresponding documentation ensures reliability and traceability.
Solutions individually tailored to your needs – with partially or fully automated concepts – ensure high cost-effectiveness and short payback times.
Wherever possible, we use components from our modular automation system. To achieve short commissioning times, we program offline using modern robot simulation technology.
Thanks to a modular system structure, the integration of further component types on an assembly line is possible at any time. This allows you to react flexibly and at short notice to product changes as they occur.
With the use of state-of-the-art automation technology and innovative solutions, you create sustainable competitive advantages in the market:

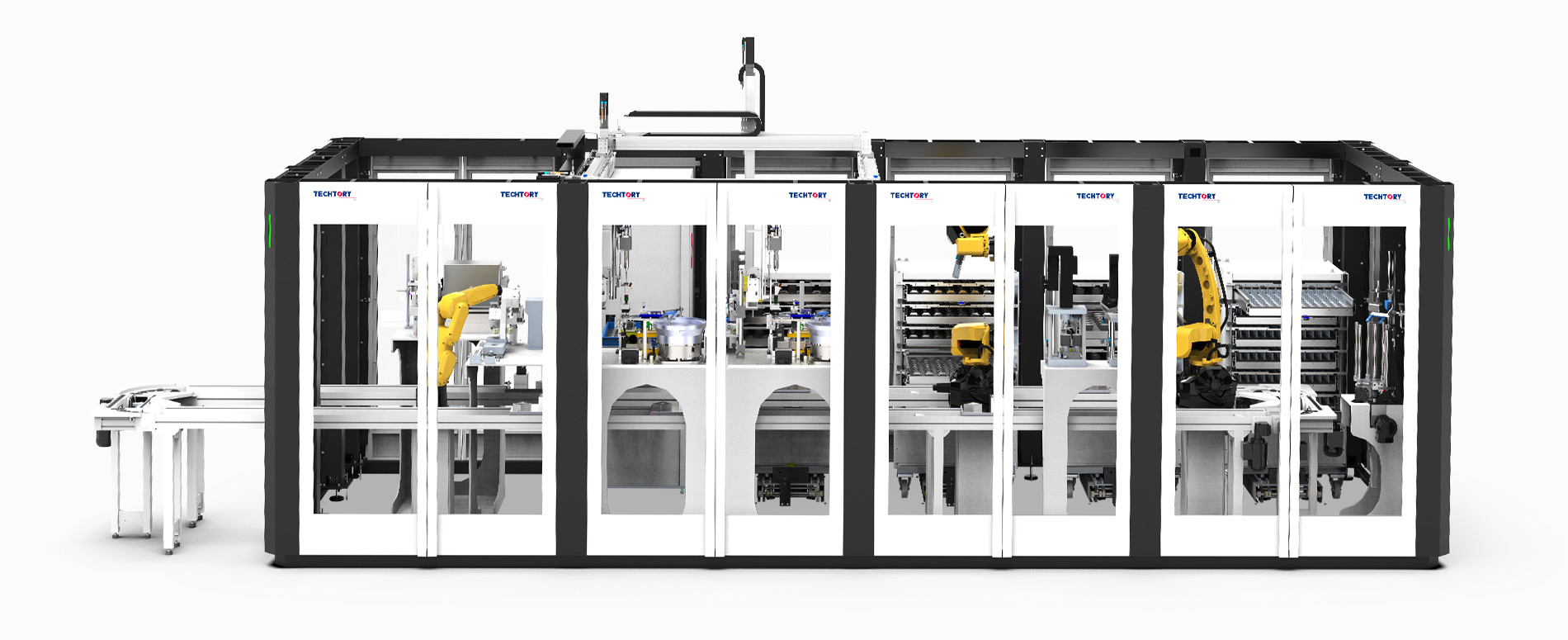
Workpiece transport through integrated transfer system

Fully automatic sanding station with rotary storage

Joining individual parts to form an assembly with subsequent measurement
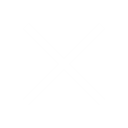
Workpiece transport through integrated transfer system
Fully automatic sanding station with rotary storage
Joining individual parts to form an assembly with subsequent measurement

The plant is designed for the parallel operation of several sub-processes. The individual parts, tubes and filter pieces, are manually inserted into magazines. The separation as well as the exact alignment of the parts takes place automatically. In the first operation, the tube ends are widended on one side by hydraulically pressing in oiled mandrels in two steps. The filter pieces are then pneumatically inserted and pressed. The opposite end of the tube is then bent by 90° in a bending station. The finished parts are placed in a box.
The plant is designed for the parallel operation of several sub-processes. The individual parts, tubes and filter pieces, are manually inserted into magazines. The separation as well as the exact alignment of the parts takes place automatically. In the first operation, the tube ends are widended on one side by hydraulically pressing in oiled mandrels in two steps. The filter pieces are then pneumatically inserted and pressed. The opposite end of the tube is then bent by 90° in a bending station. The finished parts are placed in a box.
The baffle plates are sorted into trays, removed fully automatically, and deposited in a round-cycle accumulator. After further indexing, the sheets are pre- and finish-ground (satin-finished) on the underside. A retaining spring inserted from a magazine in the subsequent operation is secured in position by stamping.
Once the presence and functional strength of the retaining spring have been checked, the finished and assembled subassembly is automatically placed in the correct position in the tray for the subsequent process.
The baffle plates are sorted into trays, removed fully automatically, and deposited in a round-cycle accumulator. After further indexing, the sheets are pre- and finish-ground (satin-finished) on the underside. A retaining spring inserted from a magazine in the subsequent operation is secured in position by stamping.
Once the presence and functional strength of the retaining spring have been checked, the finished and assembled subassembly is automatically placed in the correct position in the tray for the subsequent process.
Loading is carried out manually via pull-out drawers with preloaded trays as well as by means of a vibrating bowl.
Two surface gantries with lifting units and multiple grippers remove the housings and individual parts and place them in the gluing stations. The adhesive application is visually monitored.
Another line gantry transfers the parts to the joining station and then to the measuring station.
After a dwell time in the curing oven, the finished bonded assemblies are placed in the appropriate drawers for i.o. or n.o. parts for removal.
Loading is carried out manually via pull-out drawers with preloaded trays as well as by means of a vibrating bowl.
Two surface gantries with lifting units and multiple grippers remove the housings and individual parts and place them in the gluing stations. The adhesive application is visually monitored.
Another line gantry transfers the parts to the joining station and then to the measuring station.
After a dwell time in the curing oven, the finished bonded assemblies are placed in the appropriate drawers for i.o. or n.o. parts for removal.

This automated assembly line was developed for the assembly of subassemblies made of difficult sheet metal and spring wire parts.
The individual parts are filled by the worker as bulk material into two vibratory bowls, separated and automatically fed into the line. After the spring plates have been fitted, they are bent into shape by means of pneumatic pressure rollers. A load cell then measures the spring force: NOK parts are rejected.
This automated assembly line was developed for the assembly of subassemblies made of difficult sheet metal and spring wire parts.
The individual parts are filled by the worker as bulk material into two vibratory bowls, separated and automatically fed into the line. After the spring plates have been fitted, they are bent into shape by means of pneumatic pressure rollers. A load cell then measures the spring force: NOK parts are rejected.

Resistance piping is automatically processed and tested in this autonomously operating line. After the pipes have been manually inserted into the loading magazine, they are separated in automatic mode and then indexed to the subsequent processing steps. After removing the cover caps and cutting the locking pin ends to size, the pipelines are measured. NOK parts are discharged, OK parts are collected in the removal magazine and manually removed from there.
Resistance piping is automatically processed and tested in this autonomously operating line. After the pipes have been manually inserted into the loading magazine, they are separated in automatic mode and then indexed to the subsequent processing steps. After removing the cover caps and cutting the locking pin ends to size, the pipelines are measured. NOK parts are discharged, OK parts are collected in the removal magazine and manually removed from there.

In this semi-automated assembly device, the previously manually loaded injection molded parts are manually inserted into mold holders with automatic part query. The indexing to the pneumatic press, the actual assembly process, takes place via a precise rotary indexing table.
The pressing-in process is displacement and pressure monitored. A camera station then checks the fiber optics for presence and the entire component for defects. The removal of the components is detected by a light barrier. A label is issued before manual removal.
In this semi-automated assembly device, the previously manually loaded injection molded parts are manually inserted into mold holders with automatic part query. The indexing to the pneumatic press, the actual assembly process, takes place via a precise rotary indexing table.
The pressing-in process is displacement and pressure monitored. A camera station then checks the fiber optics for presence and the entire component for defects. The removal of the components is detected by a light barrier. A label is issued before manual removal.



![]()
Automation and cutting technology
TECHTORY Automation GmbH
Ludwig-Winter-Straße 5
77767 Appenweier
| Phone | +49 7805 9589-0 |
| Fax: | +49 7805 9589-50 |
| Email: | info@techtory.de |